ついに手を出しました。
ええ、旋盤ですよ。
安い中華製ではなく日本のメーカーの旋盤を購入しておきました。
旋盤のことは何1つわからないんですけど、良い値段のものを買っておけばものも良いかな的な感じで選びました。
購入したのは東洋アソシエイツという日本のメーカーのMr.Meisterという卓上旋盤シリーズのCompact 9という最上位機種です。
Compact9と他のMr.Meister卓上旋盤の違い
Mr.Meister(ミスターマイスター)シリーズは東洋アソシエイツの家庭用AC100V電源で使用できる卓上旋盤シリーズ。
ラインナップは
- Compact3
- Compact7
- Compact9
の3つ。
値段は安くはないけど旋盤としては高くないほうだと思う。
Compact3
心間は150mmと短くても良い人向け。
心間=扱える棒などの長さ ではなく、加工できる範囲の長さ。
本体に穴が空いているので、長いものでも径さえ合えばセットはできる。
本体はサイズは W433×D255×H230mm 、重量は13.5kg とコンパクト設計。
テーパー加工用のトップスライドは標準では付属していないけれど、オプションで取り付け可能。
自動送装置もオプションで取り付けできる。
必要以上なものは標準付属していないので、とりあえず初期費用を抑えて旋盤を使いたい人向け。

Compact7
旋盤で色々やりたい人や初心者向け。
私もCompact7を購入するべきだったのかもしれない。
本体サイズは W640×D270×H210mm 、重量は23.0kg と横幅が大きく重量もアップ。
その分心間は250mmになっている。
オプションでトップスライドが用意されているので、テーパー加工もできる。
オプションでZ軸のバーチカルスライドがあるのでフライス番のように使うこともできる。
またオプションでミーリングアタッチメント(高額)が用意されているので、やっぱりフライス盤のような使い方ができるようになる。

Compact9
パーツがゴツいので操作がしやすそうでかつ丈夫そうなのが特徴。
本体サイズは W700×D290×H295mm 、 重量は37.0kgと、卓上旋盤としてはギリギリの大きさと重さといった感じ。
重いので本体がブレにくいから切削も正確だろうと思っています。
心間は350mmとそれなりに長いものも加工できる。
電源はシリーズ唯一の250W、他は150W。
ワットが高いってことはパワーがあるだろうと勝手に思っている。
テーパー加工で必要なトップスライドが標準装備なのでCompact7と比べも大きな価格差は感じないかも。

スターターセットとアドバンスセット
スターターセットはドリルチャック、回転センター、センタードリル、バイトセットが追加される。
セット内容はどれも旋盤を使用するなら必要なもの(らしい)で、それぞれ個別で購入するより1−2万円安くなるので初めて購入するなら最低でもスターターセットで。
アドバンスセットはスターターセットに専用の机(台)と長ものを挟む固定振止が付いてくるので、作業用の机がないなら購入してもいいかな?
なんて事にははならない。
机に7.9万円も投資できないっす。
追加で購入したいもの
ダイスホルダー
旋盤でおネジを切るのに手で回すダイスをセットして使用してみましたが、ダイスはセンターにセットしてもグラグラしたのであれば便利。
旋盤でめネジを切るのは手で回すタップでも良いみたいです。

旋盤で何ができるか
旋盤は丸い棒や筒を加工するのに特化した機械。
特殊な大きさのネジを作るのは旋盤で行うのが一番ですね。
銃で使用するようなものは棒や筒状のものが多いので、旋盤があれば色々作れそうです。
鉄砲関連でいえば薬莢。
薬莢を整形するダイスなんかも作れそうです。
結合式クリーニングロッドなんかも作れそうですね。
弾頭のモールドを作る為の弾頭の形のカッターも作れそうです。
スコープのフードも径が合うならアルミとかで作れる気がする。
M870のトリガーセットを止める棒も旋盤があれば作れる。
バレルは卓上旋盤では無理っす。
銃口のテーパー加工くらいはいけると思うけど。
マズルブレーキは丸い穴が空いているだけなら作れると思うが、作るのに許可が必要そうだけどどうだろう?
散弾銃のプラスチックショットシェルを旋盤で切ったりクリンプしたりしてみた
ショットシェルだと長いのでケースと書きますが、拾ってきたケースは長さが揃っていなかったり先っぽがボロボロだったり。
なので先っぽをカッターなどでカットして長さを揃えたうえでリロードをします。
長さが違うとガス圧が変わってきますから弾道も変わるので。
で、今までは3Dプリンタで作成した治具でケースをカットしていたのですが、ケースを指で摘んでクルクルするのが結構しんどい。
なのでケース自体が回ってくれればカットするのも楽そう。
という訳でボール盤の3本爪でリムを挟んでカットを試みてみました。
使用したバイト(旋盤で使用する刃)は突切りバイトとかいう棒を奥方向に切るものです。
途中までは軽快なんですけど、いきなりゴリっとか音がして・・・
はい、失敗しました。
切ったところにバリがすごく出てしまいました。
原因はバイトの角度が真っ直ぐじゃないから?
または摩擦熱?
思ったよりも切るのに時間もかかるので、ケースはカッターで切る方が切り口も綺麗で良いですかね、指は痛くなるけど。
またはデザインカッターの刃先をバイト台にセットできればそれでもいいかも。
続いてロールクリンプを試してみました。
センターをセットする回転しない方にドリルチャックを付けることができるので、ドリルチャックにロールクリンパーをセット。
回転するケースに回転しないロールクリンパーをハンドルを回しながら近づけていきます。
はい、失敗しました。
ケースが曲がってしまったので、力の加え方をしたっぽいです。
ビビって回転を遅くしていたもの失敗の原因ですね。
回転を速くしてケースにもシリコンをたっぷり塗ればよかったのかな?
旋盤でケースをどうこうするよりボール盤で作業した方が遥かに楽ですね。
旋盤でアルミのクリーニングロッドを削ってねじ切りし直した
旋盤を買ったのだからスチールを削ってみたい!
手元にある丸棒のスチールは曲がってしまったアルミ製のクリーニングロッドですね。
このクリーニングロッドは使っているうちに曲がってきてしまい、しまいにはネジが閉まらなくなってしまいました。
そんな曲がってしまったおネジを切断してしまい、旋盤で新たにおネジを切り直してみようという試みです。
おネジはの切断はグラインダーで削ってもよかったのですが、せっかくなので突切りバイトで切断。
切削油をつけながら削ったら簡単にネジの切断をする事ができました。
突切りバイトの切断面は荒れているので、端面加工をしてみます。
ネジ切りするのに端面加工は必要ないのですけれどね。
バイトは何故か中ぐりバイトを使用。
バイトの高さが低いのでバイトの下にアルミを敷いて、刃先がセンターになるようにしました。
刃先のセンター合わせは目が良くないのと厳しいですね。
それでも刃先はセンターに合わせられていたようで、中ぐりバイトでも端面は綺麗になりました。
片刃バイトで表面を削っていきます。
アルミの棒は9mmで、M6のおネジを作るには取り敢えず6mmに削れば良いですかね。
ネジの長さは10mmくらいだったかな?
旋盤の使い方はよくわからないので、刃先がアルミ棒に触れた位置で縦送りと横送りのダイヤルを0にしました。
ダイヤルは1目盛0.025mmで、大きいメモリ(10単位)で0.25mm、1回転(0に戻る)で1mmの移動量ですね。
それでは表面を切削していきます。
一度に掘る量は0.25mmでも大丈夫そうですね。
順調に削っていきます。
はい、失敗しました。
何が失敗かというと、普通に3mm奥に削ってしまいました。
直径9mmを直径6mmにするには1.5mm削れば良いだけ。
小学生から勉強やり直しですね。
突切りバイトで失敗部分を切断をして削り直しです。
今度は端の加工はなしです。
取り敢えず1.5mm削り終わりました。
横送りは回転させる量が少ないので楽なんですが、縦送りが10回転の往復なんで結構しんどいですね。
で、削った丸棒をノギスで計測すると6mmを若干下回っていました。
丸棒のサイズが9mmより小さかったのか、ダイヤルの0をセットした場所が実際は棒に刃先が食い込んでいたのか。
それとも棒のブレで想定より深く削れたのか。
上記のどれも原因として考えられるけど、今後は予定の深さ付近まで切削できたら一度計測した方が良いかなって思いました。
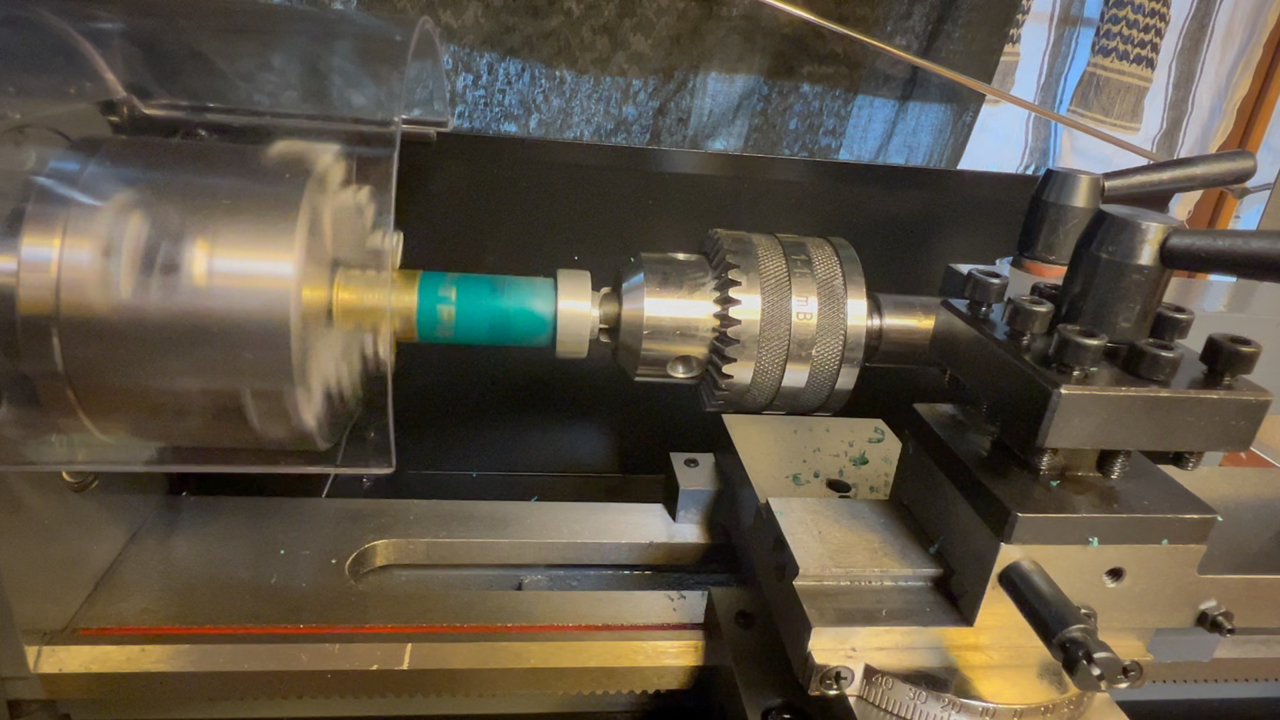
棒の切削が終わったらおネジ作成を行います。
ダイスをアルミ棒とセンターの間に挟んだら、アルミ棒を挟んでいるチャックを「手動」で回します。
このやり方はYoutubeでみました。
だけどYoutubeではめネジを切るやり方だったんですよね。
めネジはタップハンドルに穴があるのでセンターの先っぽを入れられるけど、ダイスの方はそれがない。
なんで結構グラグラ。
多分このやり方は間違っていると思う。
どうやら旋盤でダイスを使う場合は「ダイスホルダー」なるものを使用し、旋盤は自動回転でネジを切るようだ。
あと、標準で付いていた3爪チャックの爪ですが、アルミ棒にガッツリ跡が残ってしまったので生爪とかいうのを使用しないとダメかも。
最後に一言
練習していろいろ勉強になった。
旋盤をいじる前は解らないことが解らない状態だったので、勉強しようもにも訳わからんかった。
これからは解らない事が解るのでネットでお勉強できます。